About the company
The project was completed for CSF International, a manufacturing company specializing in the design, fabrication, and installation of parts and equipment for commercial refrigerated displays. Recognized as a major player in North America, CSF distinguishes itself through its expertise in replacement parts and customized solutions aimed at extending the lifespan of in-store equipment and improving its performance.
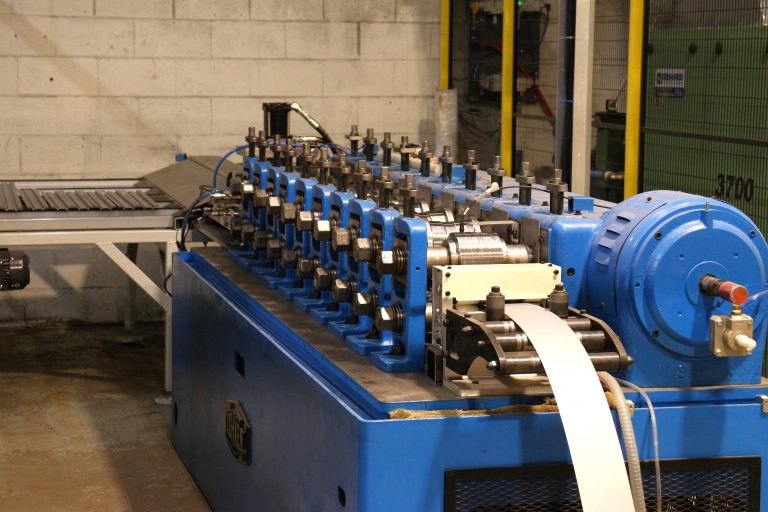
Thanks to its key role in the food retail industry, the company must meet high standards for quality, speed, and reliability. CSF manufactures, among other things, steel shelf reinforcements, a standard product available in various lengths and produced in high volume.
This context, characterized by large-scale, repetitive production combined with a need for flexibility in lengths, served as the starting point for the implementation of a custom roll forming line, designed to optimize production throughput, reduce handling, and ensure consistent quality.
Our mandate
Before our intervention, the profiling line relied on aging equipment offering limited control and diagnostic capabilities. The process did not allow for the product to be completed in a single sequence: an operator had to retrieve each reinforcement at the end of the line and transport it to a press, where the final finishing operation took place. This configuration resulted in additional handling, a high reliance on manual labor, and a production rate approximately half of what was required. CSF’s objective was to modernize and integrate the process to produce reinforcements continuously on a single line, while simultaneously increasing the production rate and improving operational safety.
Project implementation
First step completed
Electrical and Mechanical Design: The project began with the ordering of equipment, selected by our expert partner in profiling machines, to produce the reinforcements. Our team’s mandate was to automate and secure this equipment.
During delivery, the electrical panel, operator console, and mechanical design were completed. The available floor space at CSF was analyzed to plan the optimal equipment layout and maximize line efficiency. Detailed engineering drawings and bills of materials were produced to prepare for the procurement phase and ensure a smooth transition to manufacturing and assembly.
Second step completed
During the lead time for delivery, the PLC and HMI interface were programmed, allowing development to proceed simultaneously while awaiting the arrival of the equipment.

Third step completed
Some equipment was modified to ensure safety during commissioning without requiring the complete installation of safety fencing. Sequence tests were performed, and the final product was validated with the customer. This stage concluded with the Factory Acceptance Test (FAT), before the machines were prepared for transport and installation at CSF.
Fourth step completed
Installation and commissioning, already validated in the workshop, were completed on-site in 6 days. Production was able to begin at high volume, under the supervision of our team to manage any potential issues. Once production was stable and compliant, the on-site acceptance test (SAT) was performed. The project was then officially completed and delivered.



The preferred solution
The integration of the custom profiling line enabled CSF to achieve tangible benefits within the first few weeks of operation. The company observed a significant improvement in the quality of the reinforcements produced, the production rate doubled, and manual handling and the risk of errors were reduced. Automation also enhanced safety and improved ergonomics at the workstation, decreasing the risks associated with repetitive tasks.
In addition to optimizing the overall performance of the line, the solution made it possible to produce high-volume reinforcements consistently, while ensuring better visibility into process control and diagnostics.
Do you want to replace an outdated roll former or integrate a new roll forming line?
You have questions:
- What real gains can I expect in terms of throughput and productivity?
- Can the line handle different product lengths?
- What are the impacts on my operations during the installation phase?
- How is operator safety ensured along the entire line?
We have answers.